Sipx Casting Foundry is a premier investment casting manufacturer in China. Equipped with world – class facilities and staffed by a team of seasoned experts, we are your ideal partner for any casting endeavor.
Our specialty lies in crafting high – precision components across diverse sectors, from high – precision machinery to automotive, aerospace, and beyond. Thanks to our advanced investment casting process, we deliver parts of outstanding accuracy, precisely matching each client’s unique specifications.
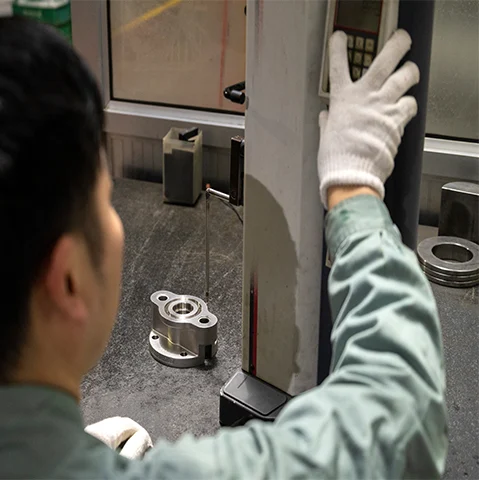
Quality, timeliness, and budget – consciousness are our cornerstones. Every casting we produce undergoes rigorous quality checks at every stage of production. We are committed to delivering your castings on – time and within budget, without compromising on the exceptional quality that sets us apart.
Our goal is to exceed your expectations at every turn. When you choose Sipx Casting Foundry, you are partnering with a company dedicated to excellence in every aspect of the casting process. Contact us today to discover how Sipx Casting Foundry can bring your casting projects to life with precision and excellence.

Investment casting automotive parts

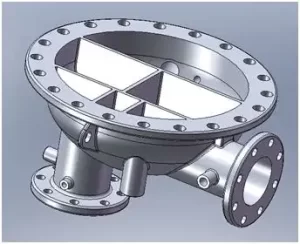
Investment casting valve parts

Investment casting handle casting

Medical investment casting

Investment casting pipe parts

Save Your Time?
Send us your requests directly










































 Simplify geometries using investment casting expertise to minimize:
Simplify geometries using investment casting expertise to minimize: