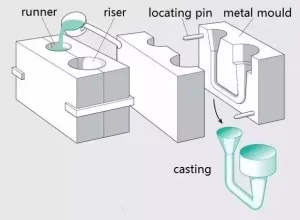
Gravity Die Casting Manufacturer – As China’s foremost gravity casting manufacturer and service provider, our foundry specializes in Gravity Die Casting (GDC Casting), a precision metal-forming process. In this method, molten metal is poured from above into a durable metal mold via a sprue, where the gravity casting process ensures complete mold filling solely through gravitational force.
The high thermal conductivity of the mold enables rapid cooling, resulting in a refined, dense microstructure that enhances the mechanical properties of the final product. Our Gravity Die Casting service delivers superior strength, dimensional accuracy, and cost-efficiency, making it ideal for high-performance industrial applications.
Trust our Gravity Die Casting expertise for reliable, high-quality cast components tailored to your specifications.
Gravity Die Casting (GDC Casting) is a highly efficient semi-permanent or permanent mold casting process where molten metal flows into the mold solely by gravity casting, without external force. By adjusting the mold angle, filling precision can be optimized for consistent results. This method supports both metal and sand cores, enabling intricate designs and enhanced component complexity.
As a trusted gravity casting supplier in China, our foundry specializes in Gravity Die Casting for medium-to-high-volume production. This process is ideal for heavier, larger, and structurally demanding parts that exceed the capabilities of high-pressure die casting. Compared to sand casting, Gravity Die Casting offers superior durability with reusable steel molds, while maintaining lower mold costs than high-pressure alternatives.
Our Gravity Die Casting service ensures repeatable precision, cost-efficiency, and high-performance results—making it a preferred choice for industrial manufacturers seeking reliable gravity casting solutions.
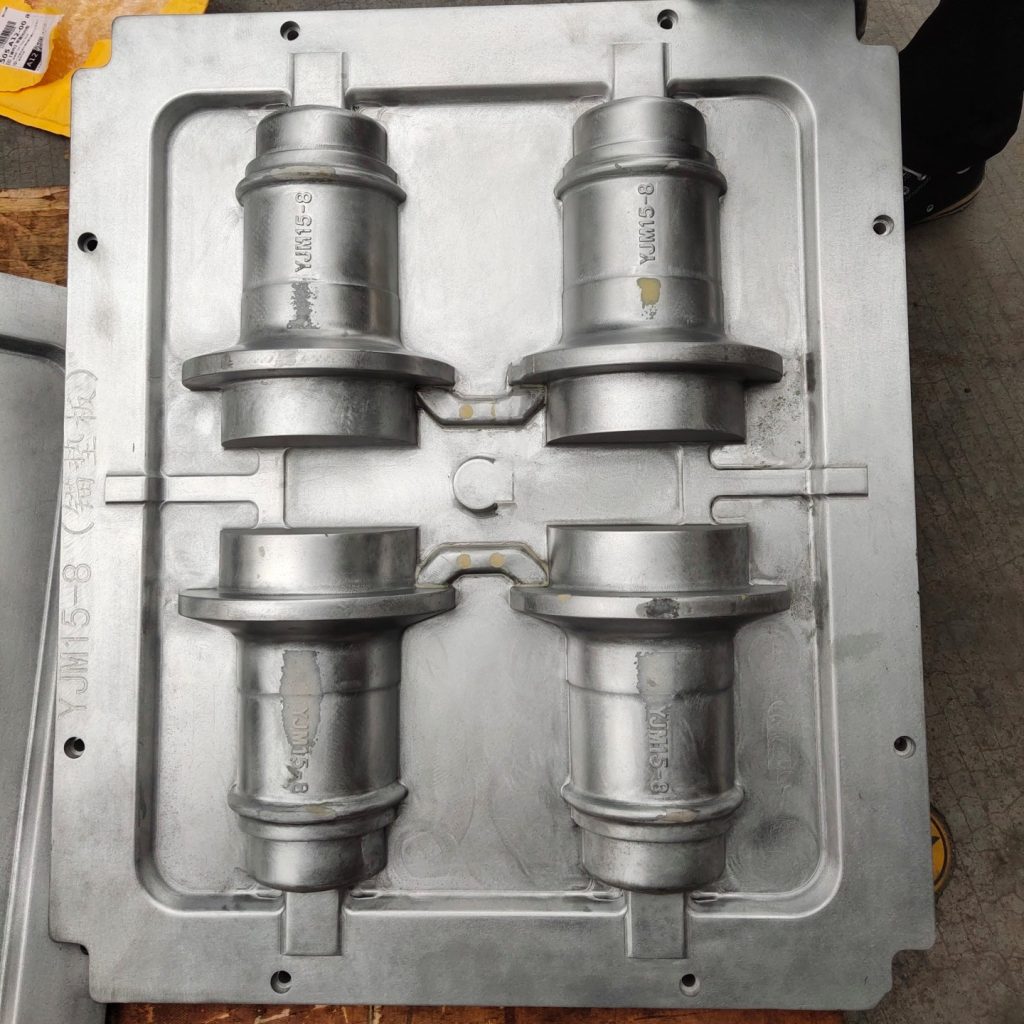
The initial step in the Gravity Die Casting process involves the design and creation of a mold. This mold is meticulously crafted according to the specific specifications and requirements of the part to be produced. Typically constructed from steel, the mold is engineered to withstand the high temperatures and pressures inherent to the casting process. As a leading gravity casting supplier in China, we specialize in creating precision molds that ensure the highest quality castings.
Our foundry leverages advanced 3D modeling software and CAD/CAM technologies to design molds that optimize material flow and minimize defects. We understand that the mold’s design directly impacts the mechanical properties and dimensional accuracy of the final product. By utilizing our expertise and state-of-the-art facilities, we create molds that enhance the overall efficiency and cost-effectiveness of the Gravity Die Casting service.
The mold creation process involves several stages, including pattern making, core making, and assembly. Each stage is carefully controlled to ensure precision and repeatability. Our team of skilled technicians and engineers works closely with clients to refine mold designs, incorporating feedback and making necessary adjustments to meet specific application requirements. This collaborative approach ensures that the mold not only meets the technical specifications but also aligns with the client’s production and budgetary constraints.
At our foundry, we are committed to continuous improvement and innovation in mold design for Gravity Die Casting. We invest in research and development to explore new materials and techniques that can further enhance mold performance and lifespan. By staying at the forefront of industry advancements, we can offer our clients a Gravity Die Casting service that delivers exceptional quality, consistency, and value.
By choosing our Gravity Die Casting service, manufacturers can benefit from a reliable and high-quality foundry partner in China. We are dedicated to providing precision casting solutions that meet the demands of various industries, from automotive and aerospace to industrial equipment and consumer products. Our commitment to excellence in mold design and creation is a cornerstone of our success as a leading gravity casting supplier.
In the Gravity Die Casting process, melting the metal is a crucial step that sets the stage for producing high-quality castings. Metal selection varies based on part requirements and can include metals such as aluminum, brass, or others. The choice of metal impacts not only the mechanical properties of the final product but also the overall efficiency and cost-effectiveness of the casting process.
At our foundry and as leading gdc casting manufacturer in China, we specialize in melting and casting a wide range of metals to meet diverse industry needs. Our advanced furnaces ensure precise temperature control and uniform heating, which are essential for achieving the desired metal properties and preparing it for the subsequent casting stage.
Our gravity casting service involves rigorous quality control during the melting phase to eliminate impurities and ensure consistent metal quality. This attention to detail is a key factor in delivering defect-free castings that meet the exact specifications of our clients.
We understand that the metal melting process is fundamental to the success of any Gravity Die Casting project. Our expertise and state-of-the-art facilities enable us to provide a reliable and high-quality service, making us a trusted choice for manufacturers seeking precision casting solutions in China and beyond.
In the Gravity Die Casting process, once the metal is meticulously melted to the precise temperature required for optimal casting, it is carefully poured into a ladle and transported to the prepared mold. This mold, typically crafted from durable steel to withstand the rigors of the casting process, is securely held in place by a specialized machine. The machine ensures stability and precision as the molten metal is poured, guaranteeing the creation of high – quality castings that meet exact specifications.
As a leading gdc casting manufacturer in China, we utilize advanced foundry techniques and equipment to enhance the precision and efficiency of this pouring phase. Our gravity casting service ensures minimal turbulence and optimal metal flow, which are crucial factors in producing castings with superior mechanical properties and minimal defects.
Our experienced foundry team meticulously controls the pouring process to ensure consistent filling of the mold cavity. This attention to detail is a hallmark of our gravity casting service, allowing us to deliver high – quality components to clients across various industries.
At our foundry, we understand that the pouring process is a critical step in Gravity Die Casting. We continuously invest in technologies and training to refine this stage, making us a reliable gravity casting supplier for businesses seeking precision casting solutions in China and beyond.
In the Gravity Die Casting process, once the metal has completely filled the mold and solidified, the machine holding the mold is opened, and the part is carefully removed. Typically, a hydraulic arm or similar device is used for this purpose.
As a leading gdc casting manufacturer in China, we utilize advanced foundry equipment to ensure the smooth removal of parts from the mold. Our precision casting service involves meticulous control of the mold opening process to prevent any damage to the freshly solidified casting.
Our foundry employs skilled technicians who are trained to operate the hydraulic arms and other removal devices with precision. This ensures that the castings are extracted efficiently and without defects. The hydraulic system is designed to apply controlled force, accommodating different mold sizes and complexities.
With our expertise in gravity casting, we understand the importance of this step in producing high-quality components. The careful removal of the part preserves the dimensional accuracy and surface finish achieved during the casting process. As a gravity casting supplier, we are committed to delivering castings that meet the exact specifications of our clients, ensuring their satisfaction and trust in our service.
After the part is removed from the mold, it may require additional finishing operations to achieve the desired specifications and quality standards In the Gravity Die Casting process, These finishing steps are crucial for removing any excess material and creating the desired surface finish.
Typically, the finishing process for gravity castings involves trimming to remove any flash or protrusions that may have formed during the casting process. This is often followed by sanding to smooth out the surface and eliminate any minor imperfections. Polishing may also be applied to achieve a specific aesthetic or functional surface finish, enhancing the visual appeal and performance of the final product.
As a leading gdc casting manufacturer in China, we offer comprehensive finishing services tailored to meet the specific requirements of our clients. Our gravity casting service includes precision finishing techniques that ensure the removal of excess material while maintaining the dimensional accuracy and integrity of the casting.
Our foundry is equipped with advanced finishing equipment and staffed by skilled technicians who are proficient in various finishing methods. This enables us to deliver high-quality gravity castings that not only meet but often exceed industry standards.
In the Gravity Die Casting process, after the part has undergone finishing operations, it enters the critical stage of quality control. The finished part is meticulously inspected to ensure it meets the required specifications and standards. This rigorous inspection process can involve various methods, including visual inspection to identify any surface defects or anomalies. Additionally, precision measuring equipment is used to check the dimensions of the part, ensuring it adheres to the specified tolerances.
As a leading gravity casting supplier and gdc casting manufacturer in China, we place paramount importance on quality control. Our foundry employs state-of-the-art inspection technologies and a team of skilled quality control engineers who are dedicated to maintaining the highest standards. We utilize advanced measuring instruments such as coordinate measuring machines (CMM) and optical comparators to verify critical dimensions and geometric tolerances.
Our comprehensive quality control service ensures that every casting produced meets or exceeds industry standards and client expectations. We conduct thorough inspections at multiple stages of the production process, from initial sampling to final product validation. This proactive approach allows us to identify and correct any potential issues early, minimizing waste and ensuring consistent quality.
By choosing our Gravity Die Casting service, customers gain access to a manufacturer that prioritizes precision and reliability. We are committed to delivering defect-free castings that perform reliably in their intended applications. Our quality control practices are a testament to our dedication to excellence, making us a trusted partner for businesses across various industries seeking high-quality casting solutions from China.
Gravity die casting, also known as permanent mold casting, is a manufacturing process where molten metal is poured into a reusable mold using gravity. This method offers several advantages that make it a popular choice across various industries.
High Quality and Dimensional Accuracy
Gravity die casting produces parts with excellent surface finish, high dimensional accuracy, and tight tolerances. The permanent mold helps maintain consistent part dimensions, ensuring precise and repeatable casting results. This is particularly beneficial for manufacturers in China and around the world who require high-quality precision castings.
Cost-Effectiveness
As a cost-effective casting method, especially for high-volume production, gravity die casting reduces tooling costs and overall production expenses. The reusable molds used in this process can withstand multiple casting cycles, minimizing the need for frequent replacements. This makes it an economical choice for manufacturers seeking to optimize their production costs.
Improved Mechanical Properties
Gravity Die Casting
Parts produced through gravity die casting exhibit improved mechanical properties. The controlled cooling process in the mold results in a fine-grained microstructure, enhancing the strength and durability of the castings. This is crucial for applications requiring robust and reliable components.
Versatility in Material Selection
Gravity die casting allows the use of a wide range of materials, including aluminum, magnesium, zinc, and copper alloys. This versatility enables manufacturers to select the most suitable material based on specific application requirements, making it a flexible choice for various industries.
Reduced Porosity
Gravity die casting produces castings with minimal porosity. The controlled filling of the mold cavity under gravity helps minimize the formation of air pockets and gas entrapment, resulting in denser and more structurally sound castings. This is particularly important for applications where component integrity is critical.
Faster Production Cycle
Compared to other casting methods, gravity die casting offers a faster production cycle. The molten metal is poured directly into the mold, and the solidification process is accelerated by controlled cooling in the mold. This allows for quicker production turnaround times, meeting the demands of high-volume production schedules.
Enhanced Design Flexibility
Gravity die casting allows for complex and intricate part designs to be easily cast. The permanent molds can be designed with intricate details and features, enabling the production of aesthetically pleasing and functionally complex castings. This is especially valuable for industries such as automotive and consumer goods manufacturing, where design flexibility is essential.
In summary, gravity die casting offers a multitude of benefits, including high-quality castings with excellent dimensional accuracy, cost-effectiveness, improved mechanical properties, versatility in material selection, reduced porosity, faster production cycles, and enhanced design flexibility. These advantages make gravity die casting a preferred choice in various industries, from automotive and aerospace to consumer goods manufacturing. Whether you are a manufacturer in China or elsewhere, gravity die casting provides a reliable and efficient solution for your precision casting needs.
Factors to Consider When Choosing Gravity Die Casting Manufacturers
Choosing the right Gravity Die Casting supplier requires careful evaluation of these critical factors:
1. Technical Expertise in GDC Casting Prioritize gravity casting manufacturers with proven expertise in complex mold design and metallurgical engineering. Leading China-based foundries typically possess 10+ years of Gravity Die Casting experience, ensuring precision in automotive and industrial applications.
2. Certified Quality Assurance Systems Verify ISO 9001-certified gravity casting services that implement strict process controls. Reputable Gravity Die Casting manufacturers conduct X-ray inspections and pressure tests to guarantee defect-free castings meeting ASTM standards.
3. Advanced Production Capabilities Evaluate facilities equipped with:
Automated GDC casting lines for consistent output
3D scanning for dimensional verification
Vacuum-assisted pouring systems
4. Scalable Manufacturing Capacity Confirm the foundry can handle both prototype development (50-100 units) and high-volume production (10,000+ units) without quality compromises.
6. Strategic Geographical Positioning Partner with gravity casting suppliers in industrial hubs like Guangdong/Jiangsu provinces to leverage:
Reduced lead times (30-40% faster shipping)
Local material sourcing advantages
7. Responsive Service Coordination Top-tier Gravity Die Casting manufacturers provide:
Dedicated project managers
Real-time production updates via ERP systems
Multilingual technical support
When selecting a gravity die casting manufacturer, quality, reliability, and service are critical factors. As an experienced foundry based in China, we Sipx specialize in high-precision gravity casting solutions tailored to meet global industry standards. Here’s why we stand out:
Expertise & Technology – With years of experience in gravity die casting, we utilize advanced equipment and strict quality control to ensure durable, defect-free components.
Custom Solutions – Whether you need aluminum, zinc, or other alloy castings, our manufacturer team provides customized designs to fit your exact specifications.
Competitive Pricing – As a China-based foundry, we offer cost-effective production without compromising on quality, helping you reduce expenses.
Global Standards Compliance – Our processes adhere to ISO and other international certifications, guaranteeing consistency and performance.
Superior Customer Service – From prototyping to mass production, we provide end-to-end support, ensuring smooth communication and on-time delivery.
By choosing us as your trusted gravity die casting manufacturer, you gain a partner committed to excellence, efficiency, and long-term success. Let’s bring your project to life—contact us today!
Gravity die casting (GDC casting) serves as a reliable manufacturing solution for high-quality metal components across multiple sectors. This gravity casting process delivers precision-engineered parts with excellent mechanical properties and dimensional accuracy.
Automotive Industry: Gravity die casting produces durable engine blocks, transmission housings, and suspension components that meet rigorous automotive standards.
Aerospace Industry: The aerospace sector utilizes gravity casting for lightweight yet strong turbine blades, engine casings, and structural aircraft components.
Medical Industry: Medical equipment manufacturers choose gravity die casting for surgical instruments, dental implants, and prosthetic devices requiring biocompatible materials.
Electrical Industry: GDC casting produces corrosion-resistant transformer housings, switchgear components, and electrical enclosures for power systems.
Construction Industry: Architectural hardware like door handle casting, locks, and hinges benefit from gravity casting’s durability and finish quality.
Agricultural Industry: Farm machinery components including tractor parts, harvesters, and pump castings are manufactured through gravity die casting.
Marine Industry: The process creates seawater-resistant propellers, gearboxes, and steering systems for marine vessels.
As an experienced gravity casting supplier in China, our foundry specializes in manufacturing high-performance gravity die cast components for global industries. With advanced technology and strict quality control, we ensure each part meets exact specifications and industry requirements. Contact us for reliable gravity die casting solutions tailored to your application needs.
Co-worked with Customers Use Gravity casting parts
Chapter 1
Gravitational Casting Process Solutions
1.1-Selection of Molding (Core) Method for a Gravity Die Casting Manufacturer
Molding (core) is the most basic process in gravity casting, usually divided into manual molding, core manufacturing and machine modeling, core manufacturing.
1.1.1 Hand molding and core making
Handmade molding and core manufacturing process equipment is simple, flexible and diverse, adaptable, so widely used in the production of single or small batch gravity casting products, especially heavy, complex gravity casting parts.
1.1.2 Machine styling and core making
Machine modeling and core production rate is high, low labor intensity, the quality of gravity casting parts is stable, but requires complex process equipment, production preparation time is long, so machine modeling and core manufacturing mainly used for the mass production of gravity casting parts.
1.2-Selection of Mold Types for Gravity die Casting
The casting molds of gravity casting are mainly divided into four types: wet mold, dry mold, surface dry mold, and self hardening mold. The selection of each casting mold needs to be determined based on factors such as the weight, structure, and quality requirements of gravity casting parts, production batch size, and workshop production conditions.
1,2,1-
The wet type gravity die casting process maintains dominance in metal forming applications due to its operational efficiency. As the most prevalent method in gravity casting manufacturing, this approach utilizes undried sand molds without hardening treatments, making it particularly suitable for high-volume production environments.
Key advantages driving its adoption by gravity casting suppliers include:
Enhanced production flexibility for diverse component requirements Rapid cycle times supporting just-in-time manufacturing Seamless integration with automated production lines Cost-effective material utilization Streamlined workflow organization for mass production
Industry best practices recommend this method primarily for: ✓ Mechanized production of small-to-medium gravity cast components ✓ High-volume orders requiring consistent output ✓ Projects prioritizing speed-to-market over extreme precision
Technical considerations for gdc casting implementations: • Maintain optimal sand-to-binder ratios • Implement real-time moisture monitoring systems • Utilize advanced sand reclamation technologies • Establish rigorous quality control checkpoints
Professional gravity casting services in China typically combine this method with complementary processes to address limitations. Reputable manufacturers often integrate automated sand preparation systems and advanced venting designs to mitigate defect risks while preserving production efficiency. For critical applications, many foundries recommend hybrid approaches combining wet type efficiency with secondary hardening processes.
This cost-competitive solution continues to evolve through improved material science and IoT-enabled process monitoring, maintaining its position as a fundamental technique in modern metal casting operations. Manufacturers seeking reliable gravity casting supplier partnerships should prioritize facilities demonstrating expertise in moisture control protocols and defect prevention strategies specific to wet mold applications.
When the casting has a large horizontal wall during pouring, using wet molds can easily cause sand inclusion defects, and other sand molds should be considered.
When the gravity casting is too high and the static pressure of the metal exceeds the compressive strength of the wet mold, dry sand mold or self hardening sand mold should be considered.
When placing a large amount of cold iron inside the mold, wet molds should be avoided. Due to the rusting or cooling of the cold iron, water droplets may condense and cause porosity defects after pouring. If it is necessary to use cold iron, it should be preheated in advance and poured into the mold in a timely manner after being placed in the mold.
Gravity cast parts that require a long molding process or a long waiting time for pouring should not be wet molded, as placing the wet mold for too long will air dry, reduce surface strength, and are prone to sand flushing defects.
1.2.2-The characteristics of dry casting are high strength, good fire resistance and breathability, easy to ensure casting quality, but long production cycle and high cost. Dry casting is generally suitable for single piece or small batch production of gravity casting parts, as well as large, heavy, complex shape, and high technical requirements of gravity casting parts.
1.2.3-Surface dry molding is a casting process where only the surface layer is dried and poured after the sand mold is made. It overcomes some of the drawbacks of dry casting, maintains some of the advantages of dry casting, reduces costs, and improves productivity. It is commonly used in the production of large and medium-sized gravity castings.
1.2.4-Self hardening mold is a casting mold that hardens by the chemical reaction of the molding material itself after the sand mold is made, and generally does not require baking or low-temperature baking. Its advantages are high strength and high accuracy. In recent years, the application of hard gravity castings in production has become increasingly widespread.
Gravity die casting can be used with a variety of materials, including aluminum, copper , zinc, and magnesium alloys. Iron casting, Stainless steel casting are also OK to do.
The maximum size of a part that can be produced using gravity die casting varies depending on the manufacturer’s equipment and capabilities. However, it is typically limited to parts with a maximum weight of around 50 kg.
Gravity die cast parts typically undergo a finishing process that includes trimming excess material, surface treatments such as sandblasting or polishing, and coating or painting.
The lead time for gravity die casting production depends on the complexity of the part, the quantity needed, and the manufacturer’s production schedule. It is best to consult with the manufacturer directly to get an accurate estimate.
The minimum order quantity for gravity die casting varies depending on the manufacturer’s policies and capabilities. Some manufacturers may have a minimum order quantity of 100 pieces, while others may be able to accommodate smaller orders.
Gravity die casting is known for its accuracy and consistency in producing complex shapes with a smooth surface finish. It is generally more efficient and cost-effective than other casting methods such as sand casting, but may not be suitable for producing large or intricate parts that require other methods such as investment casting.