At present, there are four widely used shell making processes in the production of precision castings in China:
1.1. Water Glass Shell Precision Casting: Process Analysis & Improvement Strategies
Low-Temperature Mold Material: Water Glass Shell Process
As a traditional precision casting method with nearly 50 years of production history in China, the water glass shell process remains widely used due to its cost efficiency. This casting service offers several advantages:
Low shell-making cost – Economical for small to medium production runs
Short production cycle – Faster turnaround compared to other methods
Convenient sand cleaning – Simplified post-casting processing
However, as a precision casting manufacturer, we recognize its limitations:
High Na₂O content reduces shell stability
Lower high-temperature strength & deformation resistance than silica sol molds
Poorer surface finish & dimensional accuracy compared to advanced shell-making processes
Higher casting defects & repair rates impacting overall yield
Production Challenges & Cost Considerations
The water glass shell precision casting process faces several operational drawbacks:
Simple production equipment limits precision capabilities
Poor working conditions with high labor intensity
Low-cost refractory materials affect shell quality
Chemical hardening methods (e.g., chlorination) reduce cost-effectiveness
Key Improvement Directions for Water Glass Shell Precision Casting
To enhance this casting service, manufacturers should implement the following upgrades:
1. Material Optimization
Replace low-purity silica powder with high-SiO₂ (99.5%) micro powder/sand
Use bimodal particle gradation for improved surface layer coating
Optimize slurry density (128g/cm³ water glass fiber) with powder-to-liquid ratio of 1.4:1
2. Process & Facility Upgrades
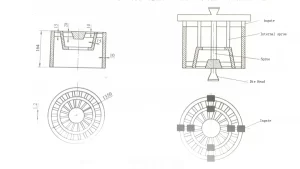
Separate shell-making & drying areas to minimize contamination (see Fig. 2-79)
Enhance dust removal systems for cleaner production environments
Improve temperature & humidity control in drying chambers
Upgrade shell-making equipment for better consistency
By implementing these improvements, China-based precision casting manufacturers can significantly enhance the water glass shell process, making it more competitive with silica sol alternatives while maintaining cost advantages.
1.2. Low temperature precision casting mold material silica sol water glass composite shell
In the realm of precision casting, particularly within China’s manufacturing sector, the choice of materials and processes plays a crucial role in determining the quality and accuracy of the final product. Many China-based precision casting manufacturers utilize a combination of English powder slurry for the first layer or first and second layers, along with micro English sand back layers using water glass technology. This method offers the advantage of reducing the surface roughness of castings, achieving a lower R value. Consequently, this reduction minimizes surface defects and the need for post-casting repairs, enhancing the overall efficiency of the precision casting service.
This technique allows for the casting of high alloy steel parts such as stainless steel and heat-resistant steel. Compared to the all-silicon adhesive process, the shell-making production cycle is significantly shortened, although it remains slightly longer than the water glass process. In terms of cost-effectiveness, it strikes a balance, being superior to the water glass process yet less costly than the all-silica sol process. However, it is important to note that this composite process is essentially an improved version of the water glass process. As such, it falls short of the silica sol shell in terms of high-temperature strength, creep resistance, and dimensional accuracy.
The roasting temperature for composite shells cannot exceed 950°C, and a gradual roasting principle from low to high temperatures must be followed. Direct entry into a roasting furnace at 1000-1200°C is not permissible. The lower roasting temperature and inadequate insulation time can lead to casting defects such as porosity, insufficient pouring, and cold shut. This makes it challenging to apply to castings with wall thicknesses of less than 3mm. Additionally, the production of small and extra-small castings weighing less than 50g further highlights the limitations of the composite process, which also suffers from poor overall quality stability. Compared to the silica sol process, the cost advantage of shell making is not substantial.
Despite these challenges, there are several directions for improvement in China’s precision casting industry:
a. Enhancing casting surface quality does not necessarily require the use of incorrect powder and sand. For low-temperature molds, relatively high-purity silicon powder and silica sand can be employed. Production practices have demonstrated that quartz silica sol slurry can effectively replace incorrect sand silica sol slurry, offering a viable alternative for precision casting manufacturers in China.
b. Strengthening the quality management and environmental improvement of back shell production is essential. The back layer should utilize refractory materials that are stable in quality, exhibit excellent high-temperature performance, and are relatively low in cost. It is also necessary to consider their compatibility with the expansion of the surface layer shell refractory material. For instance, the back layer can use a refractory clay quartz powder coating (50% each) with granular sand sprinkled on top. Alternatively, a fire-resistant clay particle powder coating (3:7) can be applied, followed by the sprinkling of granular sand. These improvements can help China’s precision casting manufacturers enhance the quality and competitiveness of their precision casting service offerings in the global market.
1.3. Low temperature precision casting mold material all silica sol shell
The low-temperature mold material all silica sol process, a prominent technique in precision casting, particularly in China’s manufacturing landscape, offers superior quality compared to the composite shell method. This process is distinguished by its high dimensional accuracy and robust creep resistance, making it especially suitable for producing thin-walled parts, complex structural components, and small to medium-sized parts. It has proven particularly advantageous in the manufacturing of medium and large parts weighing over 5kg. A notable benefit of this process is the ability to achieve excellent surface quality without the need for high-pressure wax injection machines. This not only reduces equipment investment costs but also ensures that the surface quality of wax molds is comparable to that of medium-temperature wax molds.
Improvement Directions
a. Recycling Wax Treatment Enhancement
Precision casting manufacturers in China can significantly improve the quality of their products by focusing on the treatment of recycled wax. A systematic four-step approach is recommended:
-
Hydrochloric Acid Treatment: Heat 3%–5% hydrochloric acid to boiling and ensure sufficient boiling time to彻底 remove saponification substances from the wax.
-
Settling Time: Allow ample settling time for the wax solution to ensure that impurities can settle out properly.
-
Filtration: After settling, filter the wax solution through multiple filters to remove any remaining contaminants.
-
Acidity Measurement and Adjustment: Regularly measure the acidity of the mold material and promptly supplement it with stearic acid to maintain optimal performance.
b. Steam Dewaxing Method Optimization
Implementing the steam dewaxing method can enhance the efficiency and quality of the precision casting process. This method requires a steam pressure of only 0.2–0.4 MPa and a temperature of 120–130°C, which are sufficient to meet the requirements of the process. By optimizing these parameters, manufacturers can achieve better dewaxing results while minimizing energy consumption and improving the overall quality of their precision casting service.
By adopting these improvement measures, precision casting manufacturers in China can enhance the quality and performance of their products, thereby strengthening their competitive edge in the global market.
1.4. Medium temperature precision casting mold material all silica sol shell
The low-temperature mold material all silica sol process stands out as an internationally recognized precision casting production process. It delivers the highest casting quality with the lowest repair rate, achieving a surface roughness value of R083.2 and dimensional accuracy of CT3~CT5. While it is particularly suitable for producing small and extra-small parts, it is less commonly used for large parts weighing 10~50kg due to its high production and equipment investment costs.
Improvement Directions for Precision Casting Manufacturers in China
a. Streamlining Shell Making Process
Chinese precision casting manufacturers can adopt advanced techniques such as surface layer blowing and rapid drying, vacuum drying, and quick-drying silica sol methods. These approaches effectively shorten the shell making time and cycle, enhancing the efficiency of the precision casting service.
b. Cost-Effective Material Substitution
Replacing quartz with corundum or fused silica as surface refractory materials can reduce the cost of surface layer shell making. To address the issue of high residual strength of the shell, it is recommended to use a mixed slurry of 50% mullite powder and 50% quartz powder for the back layer, while still sprinkling mullite.
Diversified Shell Making Processes in China
At present, precision casting factories in China employ a variety of shell making processes to meet different market demands. Some factories use a single type of shell, others utilize two types of shell making processes, and there are also enterprises that offer up to four different processes. This diversity allows them to fully satisfy the varying quality and price requirements for precision castings in the market. By doing so, Chinese precision casting manufacturers enhance their competitiveness and adaptability in the global market, providing high-quality precision casting services that cater to a wide range of industrial needs.